网站首页
公司简介
新闻动态
产品介绍
售后服务
联系我们
管理理念
网站地图
文件下载
友情链接
会员中心
合作伙伴
故障排除
应用方案
技术支持
行业动态
应用方案
冲压件毛刺高度标准及检验方法
发布时间:2009-07-30 09:19 来自:
1、范围
本标准所列的数值在冲压公差的概念上是不允许的。但是,一般冲压件都带有不同程度的毛刺。毛刺的高度超过一定限度,将影响产品的质量和使用性能。
本标准适用于对毛刺高度有一定要求的金属冲压成品件。不适用于对毛刺有特殊要求的成品件及精密冲压件。
2、定义
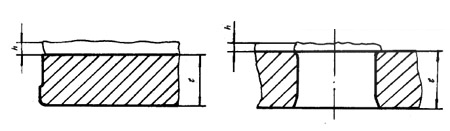
冲压件毛刺系指板料冲压时留在冲压成品件断面口上的毛刺。如图(1)所示:
落料冲压件断面 冲孔件断面
图(1)(h―毛刺高度 t―冲压件的材料厚度)
3、毛刺高度的极限值
冲压件毛刺高度的极限值按照表(1)中的规定。
JB/T 4129-1999
表(1)冲压件毛刺高度的极限值(mm)
材料
抗拉
强度MPa
加工
精度级别
冲压件的材料厚度
≤0.1
>0.1
~0.2
>0.2
~0.3
>0.3
~0.4
>0.4
~0.7
>0.7
~1.0
>1.0
~1.6
>1.6
~2.5
>2.5
~4.0
>4.0
~6.5
>6.5
~10.0
>100
~250
f
0.02
0.02
0.03
0.05
0.09
0.12
0.17
0.25
0.36
0.60
0.95
m
0.03
0.03
0.05
0.07
0.12
0.17
0.25
0.37
0.54
0.90
1.42
g
0.04
0.05
0.07
0.10
0.17
0.23
0.34
0.50
0.72
1.20
1.90
>250
~400
f
0.02
0.02
0.03
0.04
0.06
0.09
0.12
0.18
0.25
0.36
0.50
m
0.02
0.02
0.04
0.05
0.08
0.13
0.18
0.26
0.37
0.54
0.75
g
0.03
0.03
0.05
0.07
0.11
0.17
0.24
0.35
0.50
0.73
1.00
>400
~630
f
0.02
0.02
0.02
0.03
0.04
0.05
0.07
0.11
0.20
0.22
0.32
m
0.02
0.02
0.03
0.04
0.05
0.07
0.11
0.16
0.30
0.33
0.48
g
0.02
0.03
0.04
0.05
0.08
0.10
0.15
0.22
0.40
0.45
0.65
>630
f
0.02
0.02
0.02
0.02
0.02
0.03
0.04
0.06
0.09
0.13
0.17
m
0.02
0.02
0.02
0.02
0.03
0.04
0.06
0.09
0.13
0.19
0.26
g
0.02
0.02
0.02
0.03
0.04
0.05
0.08
0.12
0.18
0.26
0.35
注: f级(精密级)适用于较高要求的冲压件;m级(中等级)适用于中等要求的冲压件;g级(粗糙级)适用
于一般要求的冲压件。
4、检测
检测环境:
常温常压。
检测方法:
根据产品的精度要求和材质,使用光学
投影仪
、
工具显微镜
、千分尺或其它等效方法检测。检测时应检测毛刺的最高峰值。如果精度要求高,可以使用光学
投影仪
进行轮廓投影测量。如果精度要求不是很高,可以用千分尺、高度尺等机械长度测量工具进行测量。
以上文章如涉及版权问题请与我们
联系
『
顶部
』 『
关闭窗口
』
Copyright © 2018-2019 东莞市天泽精密仪器有限公司版权所有.
粤ICP备10025414号
电话:0769-88983129 传真:0769-22258951